"/>
"/> "/>
"/>Study of the impact of 3D printing parameters on the mechanical properties of FFF samples
This study aims to investigate the influence of 3D printing parameters, specifically using the Fused Filament Fabrication (FFF) technique, on the mechanical characteristics of produced parts. The analysis involved examining 495 printed samples, with variations in key parameters such as extrusion temperature, print speed, density, infill geometry, layer height, and the number of walls.
The BCN3D Epsilon W50 printer was employed, using commonly used materials in this technology: PLA, PETG, and ABS. The assessment of mechanical strength was carried out through uniaxial tensile tests, considering the diverse parameters. This study has been conducted by testing a total of 495 specimens following the UNE-EN ISO 527-2 Type 1A standard, adhering to the plastic molding or extrusion testing model.
The expectation is that an increase in extrusion temperature, density, and the number of walls will result in printed parts exhibiting enhanced properties. As a consequence, higher print speed and reduced layer height may potentially lead to a decrease in mechanical strength, although the precise extent of their impact remains uncertain.
Main Hypotheses
- Infill Type: The Grid infill is hypothesized to offer superior strength compared to Gyroid and Triangular infills due to its interconnected grid structure.
- Infill Density: Higher infill density is anticipated to contribute to increased mechanical strength, as more material within the part should enhance its ability to withstand stress.
- Layer Height: A lower layer height is presumed to adversely affect mechanical strength due to weaknesses in adhesion between layers.
- Print Speed: Elevated print speed is predicted to result in decreased part quality due to extrusion instability and less effective bonding between layers, potentially weakening mechanical strength.
- Print Temperature: A higher temperature range is expected to improve bonding between layers, thereby enhancing the mechanical strength of the parts. Conversely, lower temperatures might result in cold extrusion with material loss.
- Number of Walls: A higher number of walls is suggested to significantly increase the mechanical strength of printed parts, providing greater structural stability.
Results
In the following section, the charts display various results and conclusions. For detailed analysis and data, please consult the whitepaper.
Effect on Infill Type
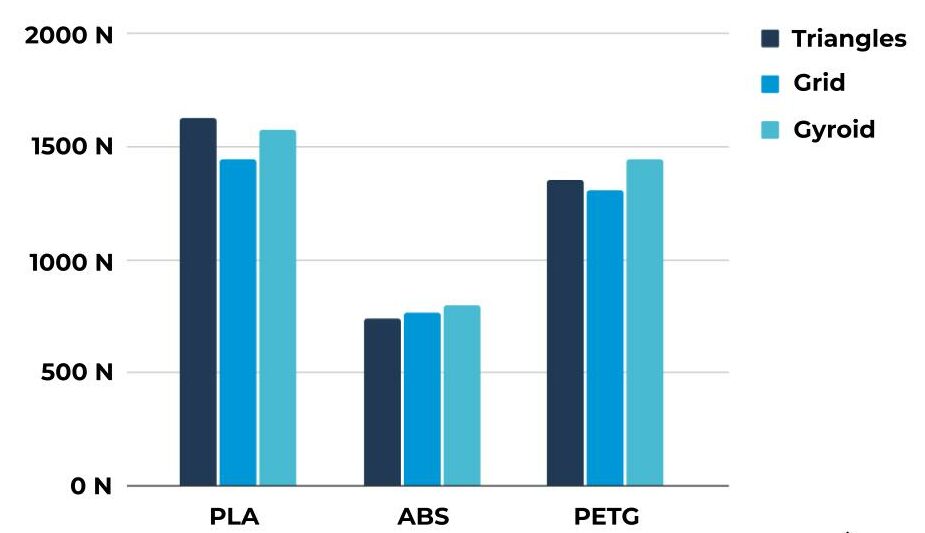
Analyzing the obtained data and seeing that, depending on the material, each infill type affects differently, we can conclude that the pattern does not have a significant or relevant effect on the final properties of the pieces. While it is true that both ABS and PETG test specimens with the gyroid infill yield the highest loads, the difference and variability compared to PLA prevent us from asserting that this type of infill is the best in terms of improving mechanical properties. Therefore, the premise from which this test started, expecting a better performance of the grid infill followed by the triangular and lastly the gyroid, is incorrect.
Effect of Infill Density
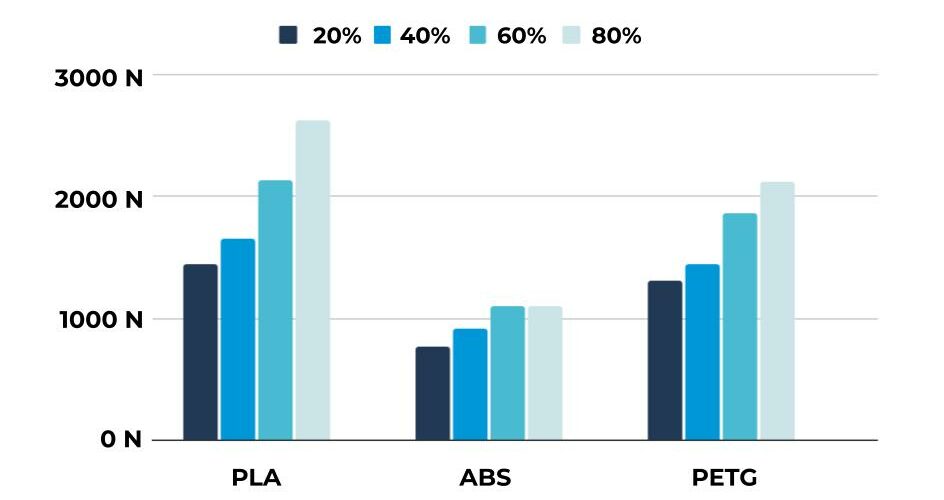
Analyzing the results obtained, we can conclude that the premise established before the test was correct. In other words, the mechanical properties of the pieces increase in relation to the increase in density. This statement is much clearer in PLA and PETG, while in ABS, it is much less noticeable, to the point of not increasing tensile strength between the 60% infill specimens and those with 80%. This may be due to the type of polymeric structure that each of the materials forms, with PLA and PETG being materials with a crystalline structure, while this ABS formulation has a more amorphous structure. Additionally, we can also conclude that increasing the density of printed ABS parts by more than 60% does not ensure greater mechanical performance.
Effect of Layer Height
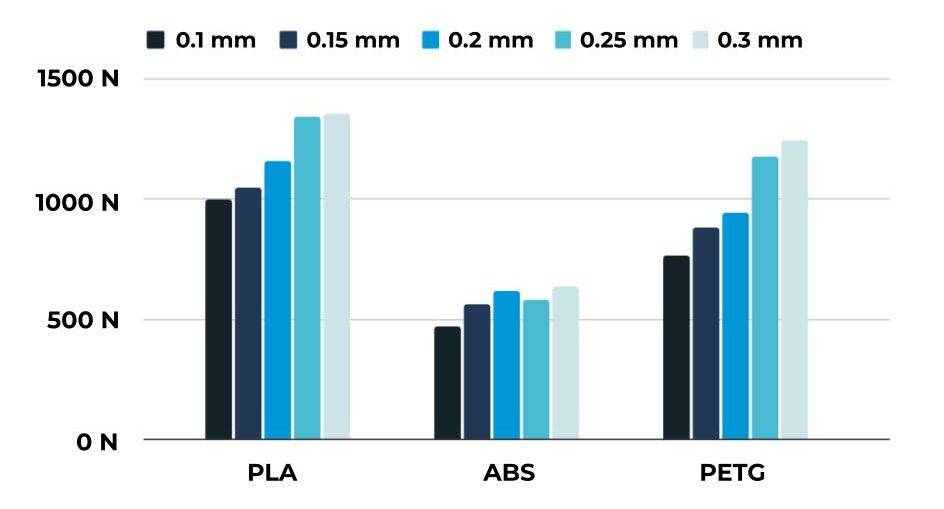
As expected, the increase in layer height provides better performance for printed pieces. This is because, as mentioned earlier, there are fewer ‘weaknesses’ throughout the piece. These weaknesses are the joints of each of the printed layers, as the adhesion between layers will never have the same mechanical strength as the material itself.
Effect of Printing Speed
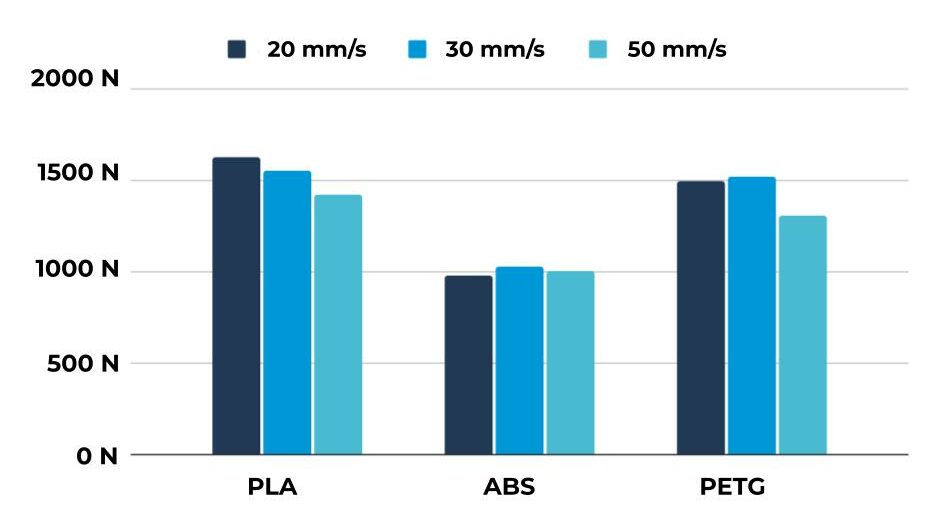
After the analysis of the data, we conclude that just as higher printing speed increases the instability in material extrusion and, therefore, increases the possibility of imperfections in the printed piece, leading to poorer mechanical resistance, there is also a lower limit in this printing speed. That is, it is not true that lower printing speed results in higher mechanical resistance. Each material has an optimal working temperature range for printing. If the working temperature is below this range, the material will be extruded cold, while if the printing temperature is above this range, the material may degrade, crystallizing its polymeric structure and causing incorrect extrusion.
For a better understanding of the following conclusion, a brief explanation of the printing temperature (working temperature) of materials is necessary. As explained previously, the printing speed affects filament extrusion because this speed is the rate at which the filament passes through the heat block. This implies that the temperature of the heat block (printing temperature) must be higher than the melting point temperature of the material, as it has to compensate for the heat transmission deficit to the filament. In other words, and with this, we conclude that the printing temperature at which materials are typically extruded in FFF is much higher than the melting temperature of the material. Therefore, if the printing speed is very low, the material may degrade during extrusion and, therefore, lose properties of the material itself, including mechanical properties.
Printing Temperature
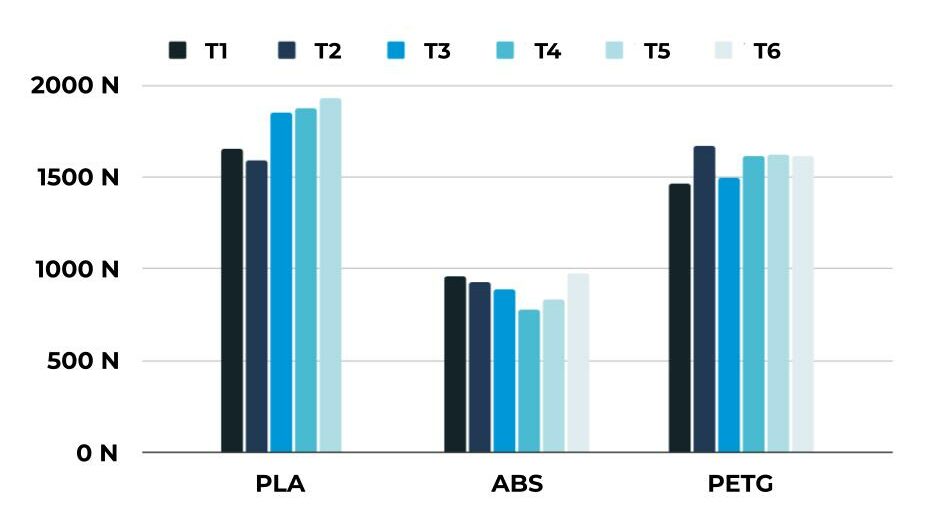
Taking into account the data obtained and having previously analyzed the printing speed and how various parameters such as density or layer height affect, we deduce that the printing temperature does not significantly help improve mechanical properties or, rather, it is difficult to establish a constant to control the final result of the manufacturing. That is, like with printing speed, the printing temperature affects each material to a different extent and not always in an easily predictable way.
In the case of PLA, it is true that the trend is as expected, but with ABS and PETG, it is not. It is most likely that the polymeric structure of the different materials and the glass transition temperature of each material define this trend line.
Number of Walls
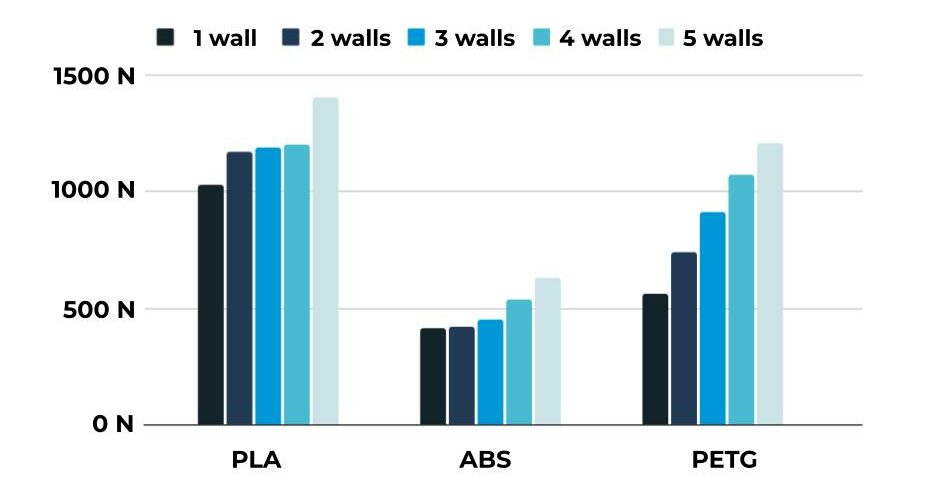
In this test, we have been able to observe how clearly each increase in the number of walls increases the tensile strength of the specimens in each of the materials, just like in tests 2.2 (infill density) and 2.3 (layer height). In the case of PETG, the evolution has been much clearer in each of the increments, but this may be due to the deviations from each of the other tests. It makes sense, and it is as expected, that each increase in the number of walls increases the tensile strength in the same way. That is, each increase in walls causes the maximum force to increase the same value consistently. This can be clearly observed in the test of PETG specimens, where every time a wall is added to the specimens, the maximum force increases by 30%. We are taking PETG as an example because we deduce, after seeing the deviation of the tests, that it has been the one that has suffered the least influence from external agents.
To read all the information in detail, don’t hesitate to download our specialized white paper featuring the impact of 3D printing parameters on the mechanical properties of FFF samples.